En el exigente ámbito de la neumática industrial, la gestión de fluidos dicta la confiabilidad general del sistema. Dentro de cualquier Compresor de tornillo lubricado con aceite , el fluido realiza tres tareas no negociables. Enfría el calor extremo de la compresión, sella los microespacios entre superficies metálicas giratorias y lubrica rodamientos de alta resistencia. Sin embargo, este fluido esencial se convierte en un contaminante grave si se le permite salir de la red interna. Permitir que el lubricante llegue a los equipos posteriores arruina las herramientas neumáticas sensibles, daña la instrumentación de precisión y estropea los costosos productos finales.
Debe enmarcar la fase de separación de aire y aceite como una salvaguarda operativa crítica en lugar de un simple elemento de mantenimiento de consumibles. Este único componente influye en gran medida en la eficiencia energética, la longevidad del equipo y los gastos generales de mantenimiento diario. Este artículo proporciona un marco de evaluación técnica integral. Nuestro objetivo es ayudarle a seleccionar y mantener estos componentes sin problemas. Aprenderás cómo lograr estrictos controle el arrastre de aceite y maximice la rentabilidad del ciclo de vida de su equipo sin comprometer la seguridad.
Conclusiones clave
La separación eficaz de aire y aceite se basa en un proceso físico de varias etapas (separación mecánica más filtración coalescente) para reducir el arrastre de petróleo a los valores básicos de la industria de 2 a 3 ppm.
La caída de presión es una sangría financiera oculta; un aumento de solo 2 PSIG en un separador obstruido puede aumentar el consumo total de energía del compresor en aproximadamente un 1 %.
La selección de componentes es muy importante para la seguridad: los elementos separadores auténticos y debidamente conectados a tierra evitan la acumulación de carga estática, lo que mitiga el riesgo de incendios o explosiones internas.
La evaluación de un separador de aceite de compresor requiere equilibrar la capacidad de suministro de aire libre (FAD), las métricas de caída de presión inicial y las horas designadas del ciclo de vida (giratoria versus directa).
El impacto comercial del estricto control del remanente de petróleo
Operar un sistema de aire comprimido de manera eficiente exige un control riguroso de la contaminación. El exceso de líquido que escapa de la carcasa principal crea un efecto dominó masivo en toda su instalación de fabricación.
Integridad operativa
cuando un El separador de aire y aceite falla, el lubricante inunda la red aguas abajo. Esta contaminación daña casi inmediatamente los delicados cilindros neumáticos y las electroválvulas. Además, ensucia permanentemente los desecantes del interior de los secadores de aire. Una vez que el aceite cubre un lecho desecante, las perlas químicas pierden por completo sus propiedades de absorción de humedad. Esta falla hace que el aire húmedo y aceitoso viaje a través de las tuberías. En última instancia, esto degrada la calidad del producto final, provocando rechazos catastróficos en industrias como el envasado de alimentos, la fabricación de productos farmacéuticos, el ensamblaje de productos electrónicos o la pintura en aerosol para automóviles.
La penalización energética de las caídas de presión
La eficiencia de la filtración comparte una relación inversa con el consumo de energía. Forzar el aire comprimido a través de medios saturados o subóptimos aumenta continuamente el diferencial de presión. Un elemento obstruido crea un grave cuello de botella interno. El motor eléctrico debe trabajar mucho más para superar esta resistencia y mantener la presión deseada de la planta.
Los estándares de la industria revelan una dura realidad con respecto al flujo de aire restringido. Un aumento de sólo 2 PSIG en un recipiente obstruido aumenta el consumo total de energía en aproximadamente un 1 %. Considere un sistema rotativo estándar de 100 caballos de fuerza funcionando continuamente durante 8000 horas al año. Esa pequeña penalización energética del 1% se traduce directamente en miles de kilovatios-hora desperdiciados. Durante un año de funcionamiento, esta penalización por presión aumenta drásticamente los costos de servicios públicos. Cambiar el elemento filtrante siguiendo un calendario estricto evita esta pérdida financiera invisible.
Pérdida de lubricante
El lubricante no capturado se traduce directamente en recargas frecuentes y costosas. Los lubricantes sintéticos premium, como las Polialfaolefinas (PAO) o los Polialquilenglicoles (PAG), representan un gasto de mantenimiento importante. Se pierde dinero rápidamente cuando estos fluidos de alta calidad pasan por el recipiente de separación hacia las líneas de la fábrica. Más allá del coste de compra directo, también incurre en estrictas tarifas de eliminación medioambiental para limpiar el condensado aceitoso aguas abajo.
Mantener una alta eficiencia de separación recupera estos valiosos fluidos. Una prima El separador de aceite del compresor captura la niebla y la dirige de forma segura de regreso al circuito de enfriamiento interno. Este vital proceso de recuperación mantiene estrictamente bajo control sus presupuestos de compra y eliminación de fluidos.
La mecánica de la separación aire-aceite en un compresor de tornillo lubricado con aceite
Comprender cómo el sistema elimina el aceite del aire a alta velocidad le ayudará a solucionar problemas más rápidamente. Utiliza un proceso físico de múltiples etapas altamente efectivo para aislar los fluidos.
Etapa 1: Separación mecánica primaria
La separación mecánica se encarga de la mayor parte de la recuperación del fluido. Se basa en la física fundamental para expulsar líquidos pesados de la corriente de aire que se mueve rápidamente.
Fuerza centrífuga y caída de velocidad: la mezcla de aire y aceite a alta presión ingresa al recipiente de separación directamente desde el extremo del aire. El recipiente presenta un volumen interno significativamente mayor que el de las tuberías. Esta expansión repentina provoca una caída dramática en la velocidad del aire. La fuerza centrífuga actúa inmediatamente y hace que las gotas más pesadas caigan de la turbulenta corriente de aire.
Impacto y gravedad: el desconcierto interno juega un papel crucial durante esta fase inicial. Los pesados deflectores de acero obligan a la mezcla a cambiar de dirección repetidamente. A medida que el aire recorre este laberinto, las gotas chocan violentamente con las superficies metálicas. Se acumulan, se vuelven más pesados y caen directamente al sumidero del depósito por gravedad.
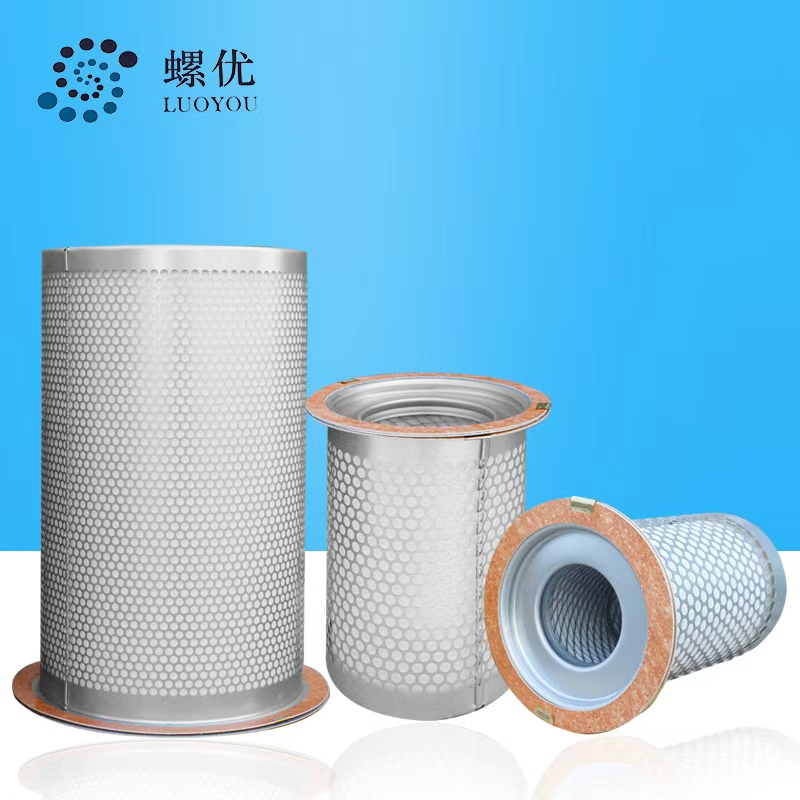
Etapa 2: Ajuste fino mediante el elemento separador de aire y aceite
Las fuerzas mecánicas no pueden capturar las nieblas microscópicas suspendidas en el aire. Estos diminutos aerosoles deben pasar a través de un Elemento separador de aceite de aire para pulido final. Esta etapa utiliza medios especializados, generalmente fibra de vidrio hilada o fibras de polímeros sintéticos avanzados dispuestas en envolturas profundas.
Filtración coalescente: el aire comprimido normalmente fluye desde el exterior del elemento filtrante hacia el interior. La neblina de aceite recorre un camino complejo y tortuoso a través de estas fibras densamente tejidas. A través de mecanismos como la interceptación directa y la impactación inercial, los aerosoles impactan las fibras y se unen. Forman gotas más grandes y pesadas que eventualmente se deslizan hasta el fondo del conjunto del filtro, dejando que el aire limpio y seco salga del sistema.
La línea Scavenge (retorno de aceite)
El líquido separado se acumula constantemente en el fondo del elemento interno. La línea de recuperación cumple una función vital en la recuperación continua de fluidos. Extrae este fluido capturado desde el fondo del recipiente de regreso al extremo de aire. Una válvula de retención interna dedicada evita cualquier flujo inverso durante el apagado. Este sifón continuo garantiza una refrigeración fiable y evita que el medio filtrante se ahogue en el líquido acumulado.
Criterios de evaluación para seleccionar un separador de aceite para compresores
Elegir el componente de reemplazo correcto requiere métricas técnicas objetivas. Debe evaluar múltiples parámetros para garantizar la máxima confiabilidad del sistema y pureza del flujo de aire.
Transferencia de aceite residual (OCO)
Debe establecer un punto de referencia de desempeño estricto para OCO. Los medios filtrantes de alta calidad deben entregar consistentemente un OCO de menos de 2 a 3 mg/m³ en condiciones nominales de carga completa. Esta métrica se traduce en aproximadamente 3 partes por millón (ppm). Lograr esta excelente línea de base protege sus procesos de filtración posteriores de la contaminación incremental y extiende la vida útil de los filtros en línea posteriores.
Resistencia a la caída de presión inicial
Las unidades premium exhiben caídas de presión iniciales excepcionalmente bajas. Especifique modelos que se ajusten a 0,3 bar nada más sacarlos de la caja. La baja resistencia garantiza que la eficiencia energética se mantenga optimizada desde el primer día. La alta resistencia de arranque desperdicia potencia del motor inmediatamente y acorta drásticamente la vida útil del elemento filtrante.
Los diseños de compresores utilizan diferentes carcasas de separación según su capacidad de suministro de aire libre (FAD). Considere estas diferencias en el ciclo de vida al planificar sus programas de mantenimiento preventivo:
Métrica de evaluación |
Separadores giratorios |
Separadores de cartucho/empotrables |
Aplicación típica |
Sistemas industriales más pequeños (menor capacidad de plantados) |
Configuraciones industriales más grandes y de alta demanda |
Proceso de mantenimiento |
Reemplazo sencillo y rápido del recipiente externo |
Requiere desatornillar y quitar la pesada tapa de la carcasa. |
Vida funcional promedio |
Alrededor de 4.000 horas de funcionamiento |
Ciclos de vida extendidos, a menudo hasta 8000 horas o anualmente |
Asegúrese de que el material de filtro elegido siga siendo químicamente compatible con la química de su fluido específico. Los aceites minerales estándar se comportan de manera muy diferente a los lubricantes sintéticos agresivos. Los adhesivos estructurales y compuestos de relleno utilizados en las tapas de los extremos de los filtros deben manejar aceites sintéticos sin disolverse ni hincharse. Si el adhesivo se degrada, el aire a alta presión simplemente pasa por alto el medio filtrante por completo, provocando inundaciones masivas aguas abajo. Además, la unidad debe estar clasificada para temperaturas máximas de funcionamiento, que frecuentemente alcanzan hasta 120 °C durante cargas pesadas de verano.
Riesgos de seguridad y la importancia de la conexión a tierra de grado OEM
Muchos operadores subestiman gravemente las fuerzas físicas violentas que actúan dentro de un recipiente de separación. Comprender estos peligros internos previene accidentes catastróficos en las instalaciones.
La amenaza de la acumulación estática
El entorno interno del recipiente presenta una fricción extrema de alta velocidad. El aceite y el aire comprimido pasan violentamente y continuamente a través de finos medios sintéticos. Esta intensa fricción genera una importante electricidad estática a través de un fenómeno conocido como efecto triboeléctrico. Si no se gestiona, esta enorme acumulación estática presenta un grave riesgo de incendio dentro de un entorno altamente presurizado y rico en oxígeno.
Mecanismos de puesta a tierra
Los elementos auténticos y de alta calidad utilizan componentes robustos de conexión a tierra integrados. Los fabricantes incorporan grapas metálicas específicas, capas de malla conductora especializada o juntas conductoras en las tapas de los extremos. Estos mecanismos mecánicos cruciales alejan de forma segura las cargas estáticas de los sensibles medios filtrantes. La carga eléctrica viaja de forma segura al chasis del compresor conectado a tierra, disipando el peligro de forma inofensiva.
El peligro de las falsificaciones
Advertimos encarecidamente contra el uso de piezas de recambio ultrabaratas y no verificadas. Los filtros falsificados habitualmente carecen de características adecuadas de disipación estática para ahorrar costos de fabricación. Este descuido crea un riesgo letal. La acumulación de estática puede provocar un arco interno entre los componentes metálicos sin conexión a tierra. Una sola chispa eléctrica interna puede encender instantáneamente nieblas de fluidos vaporizados. Esta reacción en cadena a menudo conduce a explosiones catastróficas en los tanques receptores. Nunca comprometa la seguridad de las instalaciones por ahorros marginales de costos iniciales.
Estrategias de monitoreo y mantenimiento para la filtración de aire comprimido
El monitoreo constante previene fallas mecánicas inesperadas. La implementación de estrategias de diagnóstico proactivas mantiene su equipo funcionando sin problemas y de forma segura las 24 horas del día.
Seguimiento de diferenciales de presión
Aconseje a sus operadores de mantenimiento que controlen activamente los manómetros de presión diferencial. La eficiencia de la filtración de aire comprimido se degrada constantemente con el tiempo a medida que los medios se obstruyen con partículas y aceite oxidado. Establezca un protocolo de reemplazo estricto basado en datos concretos en lugar de conjeturas. Debe reemplazar la unidad cuando la caída de presión se acerque al umbral crítico del fabricante. Este límite comúnmente se sitúa alrededor de 10 PSIG por encima de la línea base de instalación limpia.
Solución de problemas de la línea de recuperación
Regularmente identificamos la línea de recolección como la principal culpable de los picos repentinos de arrastre. Si esta estrecha línea interna queda bloqueada por polvo metálico, escombros o líquido barnizado, el desastre ocurre rápidamente. El fluido capturado no puede regresar al sistema. En consecuencia, el elemento separador se inunda por completo en cuestión de horas. Una vez muy saturado, se vuelve completamente inútil independientemente de su edad o condición física. Siempre inspeccione la línea de retorno y limpie su orificio interno primero durante cualquier evento de solución de problemas de arrastre.
Lógica de reemplazo preventivo
Argumentamos firmemente en contra de llevar los componentes más allá de sus horas nominales para estirar los presupuestos de mantenimiento. La penalización energética de un filtro obstruido se acumula increíblemente rápido, eliminando cualquier ahorro percibido en piezas. Además, los medios viejos y frágiles corren el riesgo de un colapso estructural repentino bajo presión. Si el medio se rompe, enormes cantidades de líquido inundarán instantáneamente las líneas de su fábrica. El posterior desperdicio de energía, el tiempo de inactividad de la producción y el riesgo de un colapso catastrófico superan con creces el precio de un filtro de repuesto nuevo.
Conclusión
La unidad de separación sirve como barrera absolutamente decisiva en su sistema de aire. Se sitúa activamente entre una lubricación interna fiable y una contaminación posterior devastadora. La protección de esta barrera garantiza la integridad mecánica de toda su línea de producción y evita costosas fallas en las herramientas neumáticas.
Enfatice la evaluación integral al tomar decisiones de compra críticas. Concéntrese en mantener la eficiencia operativa mediante caídas de presión previsiblemente bajas. Priorice una excelente recuperación de fluidos mediante estrictos límites de tasa de OCO. Lo más importante es exigir seguridad operativa verificando los mecanismos de conexión a tierra adecuados dentro de la estructura del filtro. Estos factores de ingeniería dictan el verdadero valor a largo plazo mucho más allá del precio inicial de los componentes.
Tome medidas inmediatas para proteger la salud de su sistema. Audite sus registros actuales de diferencial de presión hoy para detectar tendencias preocupantes. Verifique la funcionalidad de su línea de eliminación y limpie el orificio interno durante el siguiente período de mantenimiento programado. La supervisión proactiva garantiza operaciones de fábrica seguras, continuas y altamente eficientes.
Preguntas frecuentes
P: ¿Cuál es la diferencia entre un separador de aire-aceite y un separador de aceite-agua?
R: Un separador de aire y aceite opera dentro del compresor para extraer el fluido del aire comprimido antes de que salga de la máquina. Por el contrario, aguas abajo funciona un separador de aceite y agua. Elimina los aceites residuales del condensado líquido. Esto garantiza que el agua se descargue de forma legal y segura en los sistemas de aguas residuales locales sin causar daños al medio ambiente.
P: ¿Cuáles son los signos físicos de un elemento separador de aceite de aire defectuoso?
R: Esté atento al consumo excesivo de líquidos y recargas frecuentes. Es posible que observe niebla visible en los puntos de uso. Los filtros aguas abajo degradados y las lecturas de caída de presión inusualmente altas en el controlador del compresor también indican falla. Si detecta que se acumula líquido en las líneas de aire o en las entradas de la secadora, inspeccione el elemento de separación de inmediato.
P: ¿Operar a temperaturas más bajas puede prolongar la vida útil del separador?
R: El calor extremo degrada los componentes rápidamente, pero el funcionamiento demasiado frío es igualmente dañino. El funcionamiento en frío evita que la humedad del aire se vaporice. Esto crea condensación dentro del sistema de fluidos, que emulsiona los aceites internos. Las mezclas emulsionadas ciegan y arruinan prematuramente el medio filtrante. Mantener la temperatura de funcionamiento adecuada es clave.

























